Sepuran
Table of Contents
SEPURAN® Noble
Evonik’s SEPURAN® Noble membrane technology has been specially developed for hydrogen recovery and purification enabling highly pure hydrogen to be efficiently produced even when inlet concentrations of hydrogen are very low. The very selective SEPURAN® Noble membrane developed by Evonik enables high product gas purity, a high hydrogen yield as well as reduced energy consumption.
SEPURAN® Noble membranes can be used in the existing hydrogen markets like refineries, ammonia or methanol production as well as other chemical processes to efficiently recover unused hydrogen which can be recycled and re-used in a very efficient way.
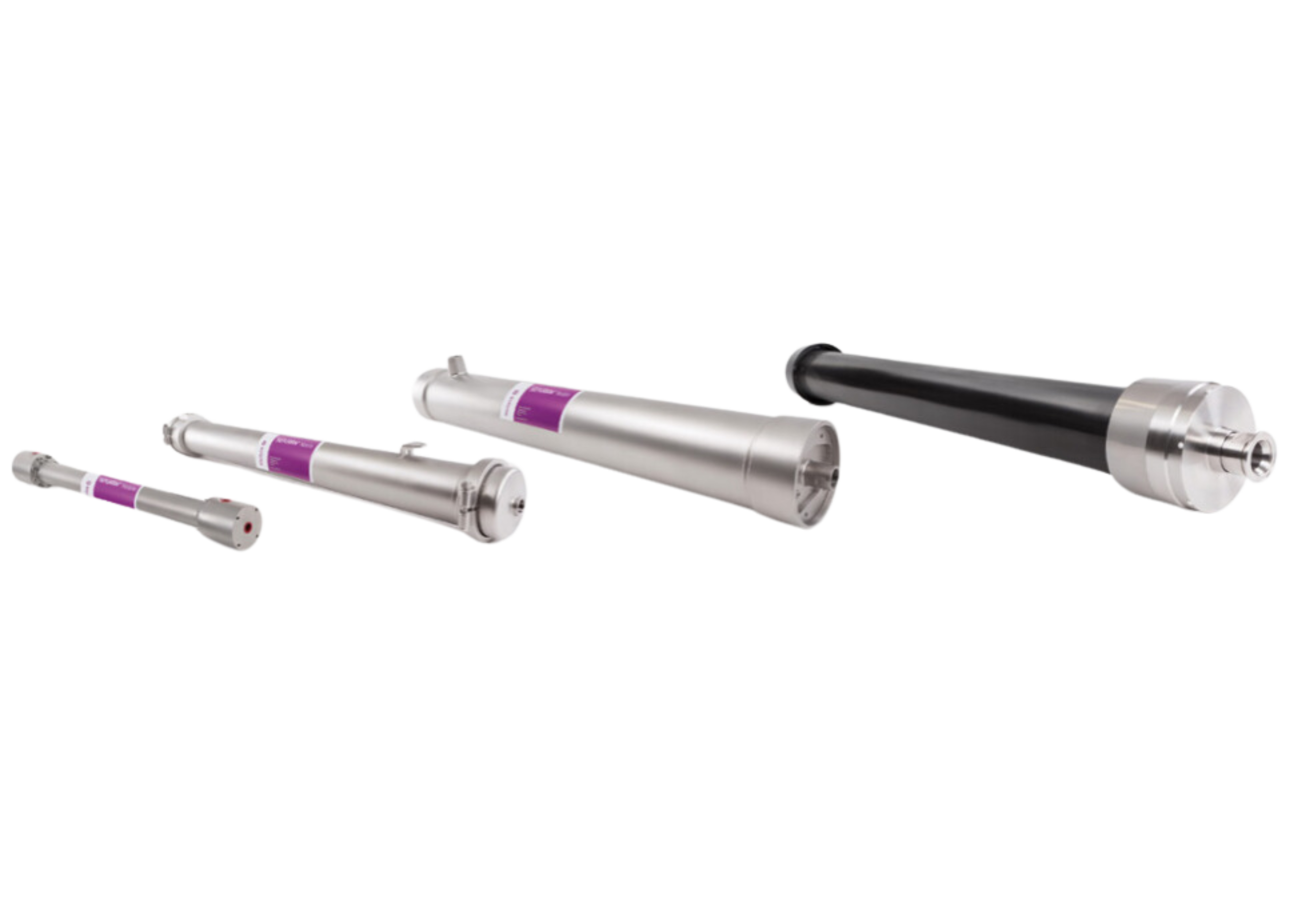
SEPURAN® N2
The SEPURAN® N2 membrane has been specially developed for nitrogen generation combining low air consumption at all temperature levels with high nitrogen capacity.
Depending on your application and your project size, you can choose among all SEPURAN® N2 modules and cartridge systems generating nitrogen with a purity range from 95% to 99.9%, with a temperature from 0 to 70 °C. You can either pick the SEPURAN® N2 Selective product with a very low air factor as well as the fast N2 products with a very good capacity in different sizes.
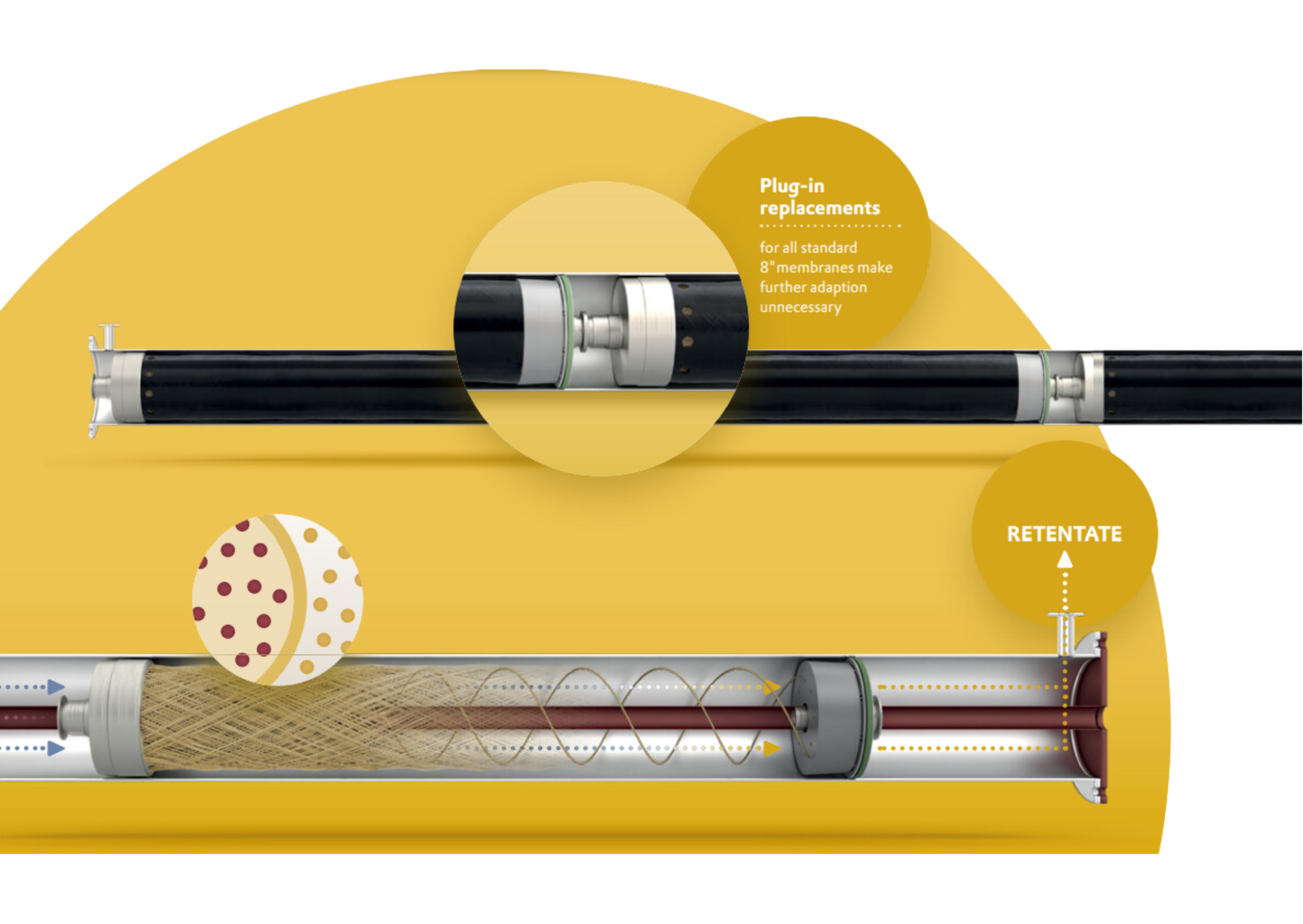
SEPURAN® NG
SEPURAN® NG is an especially robust, hollow-fiber membrane, which is based on a high-performance polymer that can withstand extreme pressure and temperatures, and features a stable performance even in the presence of H2S, water, or higher hydrocarbon concentrations.
The membrane is designed for conventional, membrane-based natural gas processing plants. As plug-in replacement for all standard 8” membranes, no further adaptations are required to the existing equipment.
SEPURAN® Green
SEPURAN® Green membranes have the highest CO2/CH4 selectivity and are therefore a superior technology for upgrading biogas. This selectivity of the membranes enables the production of high purity biomethane with superior methane recovery. This distinguishes the Evonik membranes from other membranes that are available.
Biogas comes from the biogas plant as a mixture of CO2, methane and the typical secondary components, and is first desulfurized, filtered and pre-dried with activated carbon. The pre-treated gas is then compressed to 10 – 20 bar, and upgraded to biomethane and a CO2-rich waste gas flow using several membrane stages.
The market entry of Evonik into the Biogas upgrading industry in 2011 revolutionized the market and set new technology standards. The introduction of a highly selective SEPURAN® Green membrane in combination with a patent-protected 3-membrane-stage process allowed for high methane yields and high product purities with optimized energy consumption. The more common 2-membrane stage process, especially in capex-sensitive markets, is gradually being displaced by the highly efficient 3-stage process.
